DYEING

Dyeing is the application of dyes or pigments on textile materials such as fibers, yarns, and fabrics with the goal of achieving color with desired colorfastness. Dyeing is normally done in a special solution containing dyes and particular chemical material.
Dye molecules are fixed to the fiber by absorption, diffusion, or bonding with temperature and time being key controlling factors. The bond between dye molecule and fiber may be strong or weak, depending on the dye used. Dyeing and printing are different applications; in printing, color is applied to a localized area with desired patterns. In dyeing, it is applied to the entire textile.
The primary source of dye, historically, has been nature, with the dyes being extracted from animals or plants. Since the mid-19th century, however, humans have produced artificial dyes to achieve a broader range of colors and to render the dyes more stable to washing and general use. Different classes of dyes are used for different types of fiber and at different stages of the textile production process, from loose fibers through yarn and cloth to complete garments.
Acrylic fibers are dyed with basic dyes, while nylon and protein fibers such as wool and silk are dyed with acid dyes, and polyester yarn is dyed with disperse dyes. Cotton is dyed with a range of dye types, including vat dyes, and modern synthetic reactive and direct dyes.
There are three categories:
- Cellulose fiber dye.
- Protein fibers dye.
- Synthetic fibers dye.
THERE ARE MANY CLASS OF DYE IN THE FOLLOWING:
Reactive dye:

Reactive dye is a common dye in the garments & textile industry. Normally, it is a very highly colored organic substance. Reactive dye uses a chromophore that contains a substituent that is quite capable of a direct reaction with a fiber substrate. The dyestuff forms a chemical link with the fiber. It is very good fastness properties. Normally, reactive dyes apply in cotton, linen, viscose, wool & Silk.
Disperse Dye

Disperse dye is also a very common dye in the garments & textile industry. Disperse dye is originally developed for the dyeing for cellulose acetate & water-insoluble. Normally, it can be used for dyeing nylon, cellulose acetate, polyester & acrylic fiber. Normally, this dyeing temperature is high & more pressure for the dye bath. It is good for fastness properties.
Direct Dye

The direct dye is commonly used on cotton fiber or cotton fabric in garments & textile industry. It is also a popular dye in this sector. Generally, this dye mixed in all-purpose dyes with Acid dyes. This dye on cotton fabric cannot bright that the reason it can be mix with others. The wash fastness of this dye is not very good but lightfastness is very good. This fastness property can be improved after treatment.
Basic dye

The most common synthetic dye is a basic dye. In the initial stage that nature is to act as bases and is actually aniline dyes. Initially their color base prevents them from being water-soluble. They can be made so with the base being converted into a salt. At the chemical level, basic dyes are typically cationic or positively charged. It reacts with acidic groups or mordants in the fiber. It is very good fastness properties of acrylic fibers & good brightness.
Acid dye

Normally, the acid dye is used for protein fibers & it depends on fabric type. Acid dye applies to wool, silk,& nylon. It looks like a strong caustic soda. But, in reality these dyes are non-caustic acids and sometimes also non-toxics. In fact in some cases mild acids like vinegar are used in the dyeing process. Its fastness properties focus on fabric nature.
Sulphur dye.

Sulphur dye is mainly used for cellulose fibers. It can be used for dyeing staple fibers & yarns. It is luster grains & makes a black shade with having a slight reddish or greenish impact. It is used for cotton, viscose & rayon. Its properties have good lightfastness.
Vat dye
Vat dye is very popular in the textile & garments industry. Normally, vat dye based on the original indigo dye of natural. It is a very ancient class of dye. Nowadays, indigo dyes are manufactured synthetically. There are different types of fibers can be washed by vat dye & it is used in cotton & wool. Tie-dyeing is one kind of direct dye opposite of vat dyeing.
Azoic Dye

The azoic dye is also called Naphthol dye. This AZO consist of a group called the AZO group. These groups made by nitrogen & atoms. It is connected atomic ring components. This AZO dye is found mainly three-color likes as red, brown & yellow.
Oxidation dye

Oxidation dye is the aromatic compound chemical used for the textile industry. Oxidation dye is generally colorless & low molecular weight product. In the initial stage it is very popular colorant materials. It also bases on hair dye. Oxidation dye found right now permanent, semi-permanent. The chemical uses diamine, Aminophenols & Phenols.
Optical dye or Fluorescent

The optical dye is the brighter dye of cloth. In the textile industry now demand optical brightener for fiber & Yarns. The capacity to absorb light in the violet & ultraviolet region of the electromagnetic spectrum. Optical brighteners have effectively replaced blues that were earlier used to produce the same effect.
Solvent Dye

Solvent dye is the class of dye into soluble in the solvent of organic nature. It is generally solvent as a solution. Many of the solvent dyes are generally the AZO dye. One of the prominent applications of solvent dye is the Fuel dye.
METHODS OF DYEING
Direct Dyeing
Direct dyeing is the process of putting dye directly on textiles without the use of an affixing agent. Both natural and synthetic dyes are used for this process.
Stock Dyeing

Stock dyeing is the process of dyeing fibers before it is spun. It is done by putting the loose material into large vats, which are heated to the appropriate temperature required for the process.
Stock dyeing is advisable if you want a heather-like effect, because it gives the weaver more control over the color as the fiber is being spun into yarn or wool. For instance, if you want to create a muted or milder version of the color, you can spin the dyed fiber with white material.
Top Dyeing

Top dyeing is another method of dyeing fiber or yarn prior to being spun. In this method, the short fibers are removed before the dyeing process. Top refers to the long fibers of wool from which the short ones were removed from and used for worsted yarn.
YARN DYEING

As its name suggests, yarn dyeing is the process of putting color into yarn before it is woven or knitted into fabrics.
SKEIN DYEING

Skein dying is a way of dyeing yarn through dipping skeins or loosely wound hands of yarns into dye vats. Yarns used for knitting are typically processed this way.
Skein dyeing is one of the oldest and expensive methods of coloring yarn, but it remains significant for it can color small portions of yarn.
PACKAGE DYEING
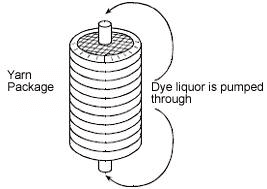
Package dyeing is another way to dye yarn. It takes place while yarn is wound on a small spool or tube, which is referred to as the package. Several packages of yarn can fit into a dyeing machine at once, which makes the process less expensive. However, package dyeing may result in less soft yarns.
WARP BEAM DYEING

Warp dyeing is a more economical way of dyeing larger batches of yarn. It works by wounding an entire warp beam onto a perforated cylinder, which will be put in a dyeing machine.
GARMENT DYEING

Garment dyeing, as its name implies, is the dyeing of complete garments such as shirts. It is performed by placing garments into a mesh or net bags and immersing them into vats of dye. Garments inside the bag should be loosely packed for even coloring. This type of dyeing method is not suitable for tailored clothing such as suits and dresses due to possible distortion.
ADVANCES TECHNOLOGIES OF DYEING
Advanced DENIM concept

Traditional dyeing with indigo: Denim,
– Requires chemical auxiliaries (not eco-friendly),
– Uses a lot of water,
– Uses a lot of energy,
– It generates a lot of waste cotton.
Supercritical fluid dyeing (SFD)

This technology uses carbon dioxide (CO2) as a dyeing medium that can be collected and recycled. It also does not require drying, which is expected to contribute to the reduction of energy use.
Ultrasound technology
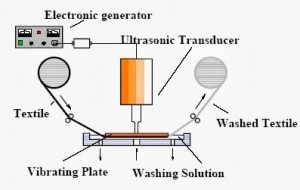
This technology will allow accelerating processes and obtaining the same results as existing techniques but with a lower temperature, low dye, and chemical concentrations.
POWDER DYES FROM TEXTILE FIBERS
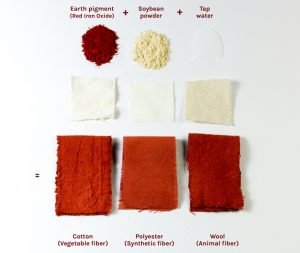
Officina+39, an Italy based company, developed the sustainable dye range Recycrom using recycled clothing, fiber material, and textile scraps. It developed a sophisticated eight-step system (patent pending) in which all the fabric fibers are crystallized into an extremely fine powder that can be used as a pigment dye for fabrics and garments made of cotton, wool, nylon, or any natural fiber. Recycrom can be applied to the fabrics using various methods such as exhaustion dyeing, dipping, spraying, screen printing, and coating.
DyeCoo,

Based in Weesp near Amsterdam, it is a leader in water-free and chemical-free textile dyeing. The company’s technology uses carbon dioxide instead of water in the dyeing process, effectively freeing textile dyeing companies from reliance on water resources that might be limited and environmentally sensitive
PRINTING

Printing is a process of decorating textile fabrics by application of pigments, dyes, or other related materials in the form of patterns. Although apparently developed from the hand painting of fabrics, such methods are also of great antiquity. There is evidence of printing being carried out in India during the 4th century BCE, and a printing block dated at about 300 CE has been unearthed in the burial grounds of Akhmīn in Upper Egypt. Textile printing has become highly sophisticated and has involved the skills of many artists and designers.
The four main methods of textile printing are block, roller, screen, and heat transfer printing. In each of these methods, the application of the color, usually as a thickened paste, is followed by fixation, usually by steaming or heating, and then removal of excess colour by washing. Printing styles are classified as direct, discharge, or resist. In direct printing, coloured pastes are printed directly on the cloth. For discharge printing, the cloth is first dyed with a background color, which is destroyed by reagents, or reducing agents, carried in a print paste.
This action may leave the discharged design white on a colored background, although print pastes may also contain coloring matters not destroyed by the discharging agent, producing a colored design. In the resist process, the cloth is first printed with a substance called a resist, protecting these printed areas from accepting color. When the cloth is dyed or pigment padded only those parts not printed with the resist are dyed. A special application of this technique, imparting plissé effects, is the printing of the fabric with a resist, followed by treatment with caustic soda.
BLOCK PRINTING

Wooden blocks, carved with a design standing out in relief, are made from solid pieces of wood or by bonding closely grained woods with cheaper ones. When designs include large areas, these are recessed and the space filled with hard wool felt. Fine lines are usually built up with copper strips, and other effects are obtained with copper strips interleaved with felt.
To facilitate registration of successive prints, or lays, each block has several pitch pins arranged to coincide with well-defined points in the pattern. The cloth is printed on a table covered with several thicknesses of fabric or blanket, the whole covered with a thick sheet of tightly stretched synthetic rubber. The cloth to be printed is spread on the rubber, either gummed in position or pinned to a backcloth attached to the table. Colour is applied evenly to the block, and the pattern is stamped on the fabric to be printed, using the handle of a small heavy hammer, or maul, to aid penetration of the paste.
More color is then applied to the block and the process is repeated using the pitch pin to obtain true registration. After the fabric has been entirely printed with one color, other colors are applied in the same way until the design is complete. Although block printing is becoming too laborious and costly for commercial use, some of the most beautiful prints have been made in this way.
ROLLER PRINTING

This technique is used whenever long runs of fabric are to be printed with the same design. The modern machine, based on one originally devised in 1783, consists of a large central cast-iron cylinder over which passes a thick endless blanket providing resilient support for the fabric. Backing fabrics, called back grays, are placed between the blanket and the fabric to prevent undue staining of the blanket.
Although formerly made of cotton fabric, most modern back grays are continuous belts of nylon. The blanket and back gray are appropriately tensioned so that the fabric moves through the machine as the central cylinder rotates. Engraved printing rollers, one for each color, press against the fabric, and the central cylinder. The pattern on the roller is etched on the surface of a copper shell supported on a mandrel. High-quality engraving is essential for good printing.
Each printing roller is provided with a rotating color-furnishing roller, partially immersed in a trough of printing paste. Finely ground blades (doctor blades) remove the excess color paste from the unengraved areas of these rollers, and each also has a lint blade. The printed fabric passes from the main cylinder and through a drying and steaming chamber to fix the color. Although this machine prints only one side of the fabric, the Duplex roller machine, essentially a combination of two roller machines, prints both sides.
Modern printing machines are smooth-running precision machines fitted with carefully designed roller bearings and hydraulic or pneumatic mechanisms to ensure uniform pressure and flexibility. The pressure is regulated from an instrument panel, and each roller is controlled independently. Automatic registration is effected by electromagnetic push-button control, and modern electric motors provide smooth-running, variable-speed drives. The washing of back grays and printer’s blankets has also been automated.
Spray printing is the application of color from spray guns through stencils and has limited but occasionally profitable use.
HEAT TRANSFER PRINTING

The popularity of polyester fabrics led to the development of a completely new form of printing: heat transfer printing, which prints the pattern on paper with carefully selected dyes. The paper is then applied to the fabric by passing the two together through a type of hot calendar, and the pattern is transferred from one to the other. This method opens up new possibilities, such as the production of halftone effects.
In all textile printing, nature and, particularly, the viscosity of the print paste is important, and the thickeners employed must be compatible with all the other components. For conventional methods the thickeners are such reagents as starch, gum tragacanth, alginates, methylcellulose ethers, and sodium carboxymethyl cellulose. Many types of dye can be applied, including direct cotton, vat, mordant, and reactive dyes, as well as pigment colors.
Most dyes are fixed by steaming or aging, by a batch or continuous method, and more rapid fixation is effected by flash aging—e.g., allowing a shorter steaming period by employing smaller machines. After steaming, the fabric must be thoroughly washed to remove loose dye and thickener, ensuring fastness to rubbing.
Most textile materials can be printed without special pretreatment, but wool cloths are generally chlorinated before printing. Tops (long, parallel wool fibers), printed in stripes, are used for mixed effects, and printed warps produce shadowy effects. Tufted carpets are printed by a process designed to ensure good penetration.
Digital Printing

In digital printing, digital images are reproduced on physical surfaces like cloth, plastic, magnets, labels, cardboard, film, etc. This kind of printing is done by industrial and desktop-sized printers. It is not necessary to keep yourself confined to single or two colors. Using a web-to-print software, you can also create a blend of different colors to match the design. Digital Printing asks for an image resolution of 300dpi. If the quality of the image is lower than that, it can result in mediocre printing quality.
Screen Printing

Screen printing utilizes different types of brightly colored inks and is often used for printing posters, t-shirts, and other promotional items. Initially, screen printing was confined to silk materials. Nowadays, several different types of materials are used. During the screen printing process, a design is laid on the top of the screen. Thereafter, it is covered with photo emulsion and exposed to light. Due to its exposure to heat, the emulsion hardens up and the rest of it is washed away by leaving one kind of a stencil whose ink can be pulled by using a squeegee.
Flexography printing

This kind of printing is usually operated using web presses (not related to the website) which prints on long and continuous rolls of paper. It doesn’t use standard plates used in offset lithography. It makes use of water-based inks and rubber plates which dry very quickly and enable faster production rates. With faster drying, more effective results can be obtained on materials like plastic.
Litho Printing


Quite similar to Digital Printing, Litho Printing enables the printing of full color prints on different types of physical surfaces. It also enables one to personalize promotional products that ask for multiple printing runs. High-resolution artwork (of minimum 300dpi) is needed for this kind of printing.
Engraving

Engraving is considered to be the most expensive out of all the printing methods. Also, it takes a lot of time to get it implemented. When it comes to the making of royal invitation cards or business cards of high-ranking officials, engraving is the most commonly used printing method. The image is first engraved by a hand or machine on a metal plate. Thereafter, the engraved design is filled in with ink and a paper is pressed on it. As a result, a three-dimensional kind of crisp image can be obtained. Such results are difficult to produce by using other techniques.
Embossing

In this process, an impression of the design is created on the surface of the product. A fixed amount of pressure is given on the objects and marks are left after the pressure is released. There are two types of embossing:
- Blind embossing: The embossed mark is of the color of the product itself
- Foil block: After the design is embossed, it is filled with metallic paints like silver and gold
Embroider Printing

Through embroidery printing, artwork can be recreated by decorating the fabric with designs that are stitched in strands of thread with a needle. A special printing machine is used for bulk production. One can provide color references for this kind of printing. Embroiders try to match the color hues which are nearest to the sample provided. With embroidery printing, it is better if you avoid an amalgamation of different colors.
As the web-to-print industry widening its horizons, several ways of printing are being adopted by the online store owners. If you have an online store, it’s time you make an investment in web-to-print technology.
You can choose the type of printing that goes the best with your products and offers. Ecommerce business owners generally prefer a printing solution that is versatile and can enable the printing on different types of surfaces. Make sure you invest wisely so there are no embarrassments and regrets at a later stage.
ADVANCES TECHNOLOGIES OF PRINTING
NANOTECHNOLOGY FOR PRINTING

Or nanotechnology for printing – is truly innovative. Nanotechnology is the science that manipulates and alters materials at the atomic and molecular level. We’re talking about a scale from 1 to 100 nanometres
Usually, materials that are altered on this scale acquire special features. And this goes for pigments too. Landa has created nano pigments and incorporated them into a water-based nano-ink. Thanks to a revolutionary inkjet printing process with “indirect” pinning and ink drying on blankets, the results are prints in extremely bright colors that manage to combine the flexibility of digital printing – lower costs and shorter set-up times – while maintaining the quality of offset printing.
WATER-BASED PRINTING

Beyond nanography, we’ll also be monitoring the development of water-based printing in 2018. It’s a field that’s attracting much interest, especially in its applications for large-format rigid media.
Thanks to water-based inks, it’s now possible to print on rigid media while maintaining superb color brightness.
SMART CUTTING FOR B1 AND B2 FORMATS
Another innovation that interests us is the finish for the B1 format. The finish is the final touch that lends personality and professionalism to printing it’s the last stage and involves cutting, coating, or varnishing. It’s therefore an important factor in the product’s final quality.
Biodegradable printer inks

The first biodegradable inks were initially developed in the U.S. beginning in 1973, during the start of the Arab Oil Embargo crisis. The effort was carried out by industry leaders in order to thwart the devastating effects that the soaring prices of mineral oil could have had on the printing sector.
Biodegradable printer inks typically contain non-edible vegetable oil, as opposed to the petroleum-derived oils in conventional ink products. This means that these inks emit less potentially harmful chemicals like volatile organic compounds (VOCs), which have been shown to have long-term, compounding health effects on people.
Conductive inks

One recent printing innovation that has the potential to change the future of the printed medium is conductive ink. These inks contain conductive materials like silver nanoparticles or conductive polymers, which gives them the ability to conduct electricity.
The substrate surface can be either plastic or paper, and applying the conductive ink on them essentially creates circuits that transmit the electricity. Conductive ink breathes new life to the printed medium by affording it the same kind of capacitive sensing technology that is available in modern devices like smartphones, tablets, and touchscreen displays.
3D Printing
Another printing innovation that has gained a lot of attention in recent years is 3D printing, a type of printing that allows someone to manufacture—with the help of computer-aided design or 3D scanning technology—three-dimensional objects from a digital file.
The most commonly used “inks” are polymer materials, in which the printer deposits layer by layer through a process called additive manufacturing. This process of laying successive strata of plastic is eventually completed to produce the final object.
3D printing, whether done for industrial, commercial, or domestic applications, affords a host of benefits that traditional methods of manufacturing can’t accomplish. For instance, the process allows manufacturers to reach levels of customization and complexity that cannot be achieved any other way. Furthermore, 3D printing requires no tools, and it is very material-efficient, which means those who are creating their own products can enjoy less wastage of resources and capital.
SOURCE: https://textilevaluechain.in/in-depth-analysis/articles/textile-articles/types-of-dyeing-and-printing-with-their-inovations/
REFERENCE
https://en.wikipedia.org/wiki/Dyeing
http://www.keycolour.net/blog/types-commercial-dyeing-processes/
https://www.britannica.com/topic/textile/Printing